|
1. 범위
이 명세는 난입하는 2.00mm 피치 철사의 제품 성능을 위한 필요조건을 포함합니다
연결관 시리즈.
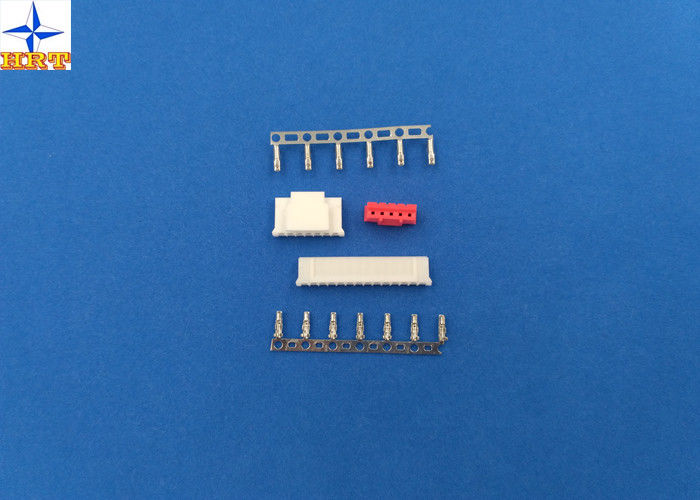
2. 건축, 차원, 물자 & 도금
붙어 있던 그림을 보십시오
3. 등급 & 적용 가능한 철사
| 품목 |
표준 |
| 최대 정격 전압 (.) |
100V AC/DC |
최대 절연제 O.D. 1.50mm (.) |
| 최대 정격 현재 (.) 그리고 적용 가능한 철사 |
AWG#24 |
2.0A AC/DC |
| AWG#26 |
1.5A AC/DC |
| AWG#28 |
1.0A AC/DC |
| AWG#30 |
0.5A AC/DC |
| 주위 온도 범위 |
-25℃ ~ +85℃* |
*: 끝 온도 상승을 포함하여
4. 전기 성과
| 묘사를 시험하십시오 |
절차 |
필요조건 |
| 4-1 |
접촉 저항
|
연결관, 건조한 회로, 최대 20mV에 의하여 측정을., 10mA 짝지어주십시오. (JIS C5402 5.4에 기초를 두어) |
최대 10mΩ (.) |
| 4-2 |
절연 저항 |
연결관을 짝지어주고십시오, 인접한 맨끝 배경 사이 500V DC를 적용하십시오. (JIS C5402 5.2/MIL-STD-202 방법 302 Cond에 기초를 두어. B) |
(사소) 1000MΩ |
| 4-3 |
절연성 저항 전압 |
연결관을 짝지어주고십시오, 인접한 맨끝 배경 사이 1 분을 위한 800V AC (rms)를 적용하십시오. (JIS C5402 5.1/MIL-STD-202 방법 301에 기초를 두어) |
고장 없음. |
| 4-4 |
주름을 잡은 부분에 접촉 저항 |
맨끝, 건조한 회로, 최대 20mV에 의하여 측정에 적용 가능한 철사를 위에 주름을 잡으십시오 (.). , 10mA. |
최대 5mΩ (.) |
5. 기계적인 성과
| 묘사를 시험하십시오 |
절차 |
필요조건 |
| 5-1 |
액추에이터 삽입 & 철수 힘 |
25±3mm/분의 속도 비율로 연결관을 삽입하고 철회하십시오. |
절 7-2를 참조하십시오 |
| 5-2 |
주름을 잡는 것은 힘을 떠납니다 |
주름을 잡은 맨끝을 고치고십시오, 축을 떠납니다 25±3mm/분의 속도 쥐에 철사에 힘을 적용하십시오. (JIS C5402 6.8에 기초를 두어) |
AWG#24 |
3.0kgf (분) |
| AWG#26 |
2.0kgf (분) |
| AWG#28 |
1.0kgf (분) |
| AWG#30 |
0.8kgf (분) |
| 5-3 |
끝 삽입 힘. |
주거로 주름을 잡은 맨끝을 삽입하십시오. |
최대 1.00kgf (.) |
| 5-4 |
맨끝/주거 보유 힘. |
축을 떠납니다 주거에서 조립된 맨끝에 25±3mm/분의 속도 비율로 힘을 적용하십시오. |
(사소) 1.50kgf |
| 5-5 |
Pin 보유 힘 |
25±3mm/분의 속도 비율로 축 강요 힘을 적용하십시오 |
(사소) 1.00kgf |
| 5-6 |
항복 강도를 걸쇠를 거십시오 |
연결관을 짝지어주고 두 래치 다 속도 비율로의 끊을 때까지 떼어놓으십시오
25±3mm/분
|
(사소) 3.00kgf |
| 5-7 |
내구성 |
분 당 10 주기의 비율에 의해 반복적으로 짝지어줄 경우 50까지 주기. |
최대 접촉 저항 20mΩ (.) |
| 5-8 |
진동 |
진폭: 1.5mm PP
청소 시간: 10-55-10 1 작은 내구에 있는 Hz: 각 X.Y.Z에 있는 2 시간은 도끼로 벱니다.
(201A MIL-STD-202 방법에 기초를 두어)
|
외관 손상 없음.
최대 접촉 저항 20mΩ (.)
불연속 1개의 μsec. (최대.)
|
| 5-9 |
육체적인 충격 |
490m/s ² {50G}, 각 X.Y.Z에 있는 3개의 치기 도끼로 벱니다. (JIS C0041/MIL-STD-202 방법 213B Cond에 기초를 두어. 아) |
|
|
6. 환경 성과 및 다른 사람
| 묘사를 시험하십시오 |
절차 |
필요조건 |
| 6-1 |
온도 상승 |
나르는 정격 현재 짐. (UL 498에 기초를 두어) |
최대 30℃ (.) |
| 6-2 |
열저항 |
85±2℃, JIS C0021/MIL-STD-202 방법 108A Cond에 근거하는 96 시간 (. 아) |
외관 손상 없음.
최대 접촉 저항 20mΩ (.)
|
| 6-3 |
찬 저항 |
-25±3℃, (JIS C0020에 근거하는) 96 시간 |
| 6-4 |
습도 |
온도: 40±2℃
상대 습도: 90~95%
내구: 96 시간
(JIS C0022/MIL-STD-202 방법 103B Cond에 기초를 두어. B)
|
외관 손상 없음.
최대 접촉 저항 20mΩ (.)
(사소) 절연 저항 100MΩ
절연성 저항 전압은 4-3를 만나야 합니다
|
| 6-5 |
온도 순환 |
5개 주기의:
a) -55℃ 30 분
b) +85℃ 30 분
(JIS C0025에 기초를 두어)
|
외관 손상 없음.
최대 접촉 저항 20mΩ (.)
|
| 6-6 |
소금 분무기 |
12 시간/금 주석 도금하는 35±2℃에 5±1% 해결책에서 소금 분무기에 노출 24 시간 도금했습니다. (JIS C0023/MIL-STD-202 방법 101D Cond에 기초를 두어. B) |
| 6-7 |
SO2 가스 |
50±5ppm에 노출 24 시간.
40±2℃에 SO2 가스.
|
| 6-8 |
NH3 가스 |
28% 암모니아 해결책에서 증발하는 NH3 가스에 40 분 노출. |
| 6-9 |
Solderability |
납땜 시간: 5±0.5 SEC.
땜납 온도: 245±5℃
|
가라앉힌 지역의 95%를 적시는 땜납은 아무 공허도, 핀 구멍을 보여주어야 하지 않습니다 |
| 6-10 |
납땜 열에 저항
(복각)
|
땜납 남비 방법
납땜 시간: 10±0.5 SEC.
땜납 온도: 260±5℃
땜납 철 방법
납땜 시간: 5±0.5 SEC.
땜납 온도: 370℃ ~ 400℃
|
외관 손상 없음. |
| 6-11 |
납땜 열 (SMT)에 저항 |
reflowing 경우
절 8를 참조하십시오
철 방법을 납땜하십시오
납땜 시간: 5±0.5 SEC.
땜납 온도: 370℃ ~ 400℃
|
외관 손상 없음. |
7. 주름 명세 & 액추에이터 삽입/철수 힘
7-1 고도를 가진 맨끝, 제안 압력 폭 및 철사 및 맨끝의 보유
| 철사 직경 |
수 |
지휘자는 (핵심 철사) mm를 분해합니다 |
절연제는 (PVC) mm를 분해합니다 |
| 폭 |
고도 |
폭 |
고도 |
| AWG#24 |
A2001 |
1.20±0.10 |
0.75±0.05 |
1.60 (최대.) |
2.00 (최대.) 참고. |
| AWG#26 |
0.70±0.05 |
| AWG#28 |
0.65±0.05 |
| AWG#30 |
0.60±0.05 |
7-2 자물쇠 [단위 없이: kgf]
| 회로 |
머리글자에 |
회로 |
머리글자에 |
| 최대 삽입 (.) |
(사소) 철수 |
최대 삽입 (.) |
(사소) 철수 |
| 단 하나 |
0.70 |
0.10 |
10 |
5.00 |
1.70 |
| 02 |
1.00 |
0.50 |
11 |
5.50 |
1.70 |
| 03 |
1.50 |
0.65 |
12 |
6.00 |
1.85 |
| 04 |
2.00 |
0.80 |
13 |
6.00 |
2.00 |
| 05 |
2.50 |
0.95 |
14 |
6.00 |
2.00 |
| 06 |
3.00 |
1.10 |
15 |
6.00 |
2.00 |
| 07 |
3.50 |
1.25 |
16 |
6.00 |
2.15 |
| 08 |
4.00 |
1.40 |
17 |
6.00 |
2.15 |
| 09 |
4.50 |
1.55 |
18 |
6.00 |
2.15 |
7-3 자물쇠 [단위: kgf]
| 회로 |
머리글자에 |
회로 |
머리글자에 |
| 최대 삽입 (.) |
(사소) 철수 |
최대 삽입 (.) |
(사소) 철수 |
| 03 |
2.50 |
3.00 |
10 |
6.00 |
4.50 |
| 04 |
3.00 |
3.00 |
11 |
6.50 |
4.50 |
| 05 |
3.50 |
3.00 |
12 |
7.00 |
4.50 |
| 06 |
4.00 |
3.00 |
13 |
7.50 |
5.00 |
| 07 |
4.50 |
3.50 |
14 |
8.00 |
5.00 |
| 08 |
5.00 |
4.00 |
15 |
8.00 |
5.00 |
| 09 |
5.50 |
4.00 |
16 |
8.00 |
5.50 |
|